Oem одиночный канатный захват
В последнее время наблюдается повышенный интерес к роботизированным системам для обработки листового металла, особенно к одиночным канатным захватам. Часто новички считают их панацеей от всех проблем, универсальным решением для любых задач. На самом деле, как и с любым другим оборудованием, важно понимать нюансы, преимущества и ограничения. Недавно столкнулись с ситуацией, когда клиенту предлагали использовать такой захват для работы с очень толстым листом, и результат был плачевным. Это заставило задуматься о том, какие факторы действительно влияют на эффективность одиночных канатных захватов.
Общая концепция и преимущества
Одиночный канатный захват, по сути, представляет собой систему, использующую один канат для поднятия и перемещения заготовки. В отличие от многоканальных систем, она проще в конструкции, что сказывается на стоимости и обслуживании. Основное преимущество – высокая точность позиционирования и возможность работы с заготовками сложной формы. Изначально я думал, что это идеальный вариант для малых партий, где скорость не является критическим фактором. Но практика показала, что это не всегда так.
В теории, принцип работы прост: канат приводится в движение электродвигателем, который поднимает или опускает заготовку. Программное обеспечение управляет траекторией движения каната и обеспечивает точное позиционирование. Важно отметить, что система должна быть адаптирована под конкретный тип заготовки и процесс обработки. Например, для выкладки на пресс, необходима очень стабильная и ровная выкладка, а это, в свою очередь, требует тщательной настройки и учета деформаций материала.
Важность правильного выбора каната
И вот тут начинается самое интересное. Выбор каната - это не просто вопрос материала. Необходимо учитывать его прочность, жесткость, коэффициент трения и износостойкость. Неправильно подобранный канат может привести к деформации заготовки, снижению точности позиционирования и даже к поломке системы. Мы однажды использовали канат неподходящей жесткости, и в результате заготовка получалась с заметным перекосом. Пришлось переделывать всю партию.
Также важно учитывать диаметр каната и его способ крепления. Неправильно подобранные параметры могут привести к неравномерному распределению нагрузки и, как следствие, к деформациям материала. Нам часто задают вопрос: 'Какой канат лучше?' и ответ всегда один - 'Зависит от задачи!'. Нет универсального решения. К тому же, канат подвержен износу, поэтому необходимо регулярно проводить его осмотр и замену.
Проблемы и решения при работе с толстыми листами
Как я уже упоминал, один из самых распространенных ошибок – попытка использовать одиночный канатный захват для работы с слишком толстыми листами. В этом случае система может просто не выдержать нагрузки, или же заготовка будет деформироваться. В таких случаях лучше использовать многоканальную систему, или рассмотреть возможность использования других методов крепления.
Однако, если все правильно настроено, одиночный канатный захват может успешно использоваться для обработки толстых листов. Для этого необходимо использовать канат с высокой прочностью и жесткостью, а также обеспечить надежную поддержку заготовки во время движения каната. Один из наших клиентов, компания ООО Вэньчжоу Хуада Энергетическое Металлургическое Оборудование, успешно использует такую систему для работы с листами толщиной до 25 мм, но только после тщательной калибровки и оптимизации параметров работы.
Калибровка и оптимизация параметров
Перед началом работы необходимо тщательно откалибровать систему и оптимизировать параметры работы. Это включает в себя настройку скорости движения каната, силы притяжения и угла наклона. Важно учитывать тип заготовки, материал и процесс обработки. Нам часто приходится проводить многократные эксперименты, чтобы найти оптимальные параметры. Это, конечно, занимает время, но это необходимо для достижения наилучшего результата.
При работе с толстыми листами особенно важно учитывать возможность деформации материала. Необходимо использовать систему, которая позволяет компенсировать деформации и обеспечивать ровную выкладку заготовки. Это может быть реализовано с помощью специальных датчиков и алгоритмов управления.
Кейс: Выкладка на пресс для автоматизированной штамповки
Недавно мы работали над проектом, в котором необходимо было автоматизировать процесс штамповки. Для этого был выбран одиночный канатный захват с системой управления, интегрированной с пресс-станком. Задача была сложной, так как необходимо было обеспечить точную выкладку заготовки на пресс, а также избежать ее деформации.
Мы использовали канат с высокой прочностью и жесткостью, а также разработали специальный алгоритм управления, который учитывал возможность деформации материала. Также была установлена система контроля и обратной связи, которая позволяла оператору корректировать параметры работы системы в режиме реального времени. В итоге, мы добились высокой точности и повторяемости выкладки, что позволило значительно повысить производительность штамповочного цеха.
Конечно, не все было гладко. Первые испытания показали, что система недостаточно стабильна, и заготовка деформируется. Пришлось внести изменения в алгоритм управления и провести дополнительную калибровку. Но в итоге, мы успешно решили эту проблему и получили надежную и эффективную систему выкладки.
Ошибки, которых стоит избегать
Вот несколько распространенных ошибок, которых следует избегать при работе с одиночными канатными захватами:
- Использование неподходящего каната.
- Неправильная калибровка системы.
- Игнорирование возможности деформации материала.
- Недостаточная поддержка заготовки во время движения каната.
Помните, что одиночный канатный захват – это мощный инструмент, но он требует правильного подхода и тщательной настройки. Не стоит экономить на качестве компонентов и забывать о регулярном обслуживании. Это поможет избежать проблем и обеспечить долговечную и эффективную работу системы.
Обслуживание и техническое обслуживание
Регулярное техническое обслуживание - залог долгой и бесперебойной работы. Ключевые моменты - проверка состояния каната, смазка подшипников и проверка работы электрической части. Особое внимание следует уделять датчикам и системам управления, чтобы обеспечить точную и надежную работу.
ООО Вэньчжоу Хуада Энергетическое Металлургическое Оборудование предлагает полный спектр услуг по обслуживанию и ремонту роботизированных систем обработки листового металла, в том числе одиночных канальных захватов. Мы также предоставляем консультации по выбору оборудования и оптимизации процессов.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
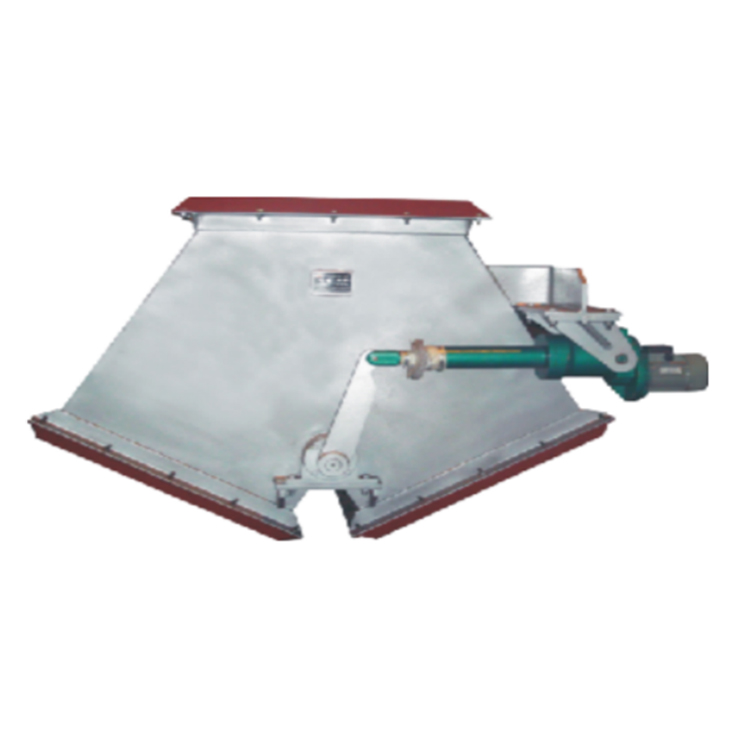
 Пневматический шиберный клапан
Пневматический шиберный клапан -
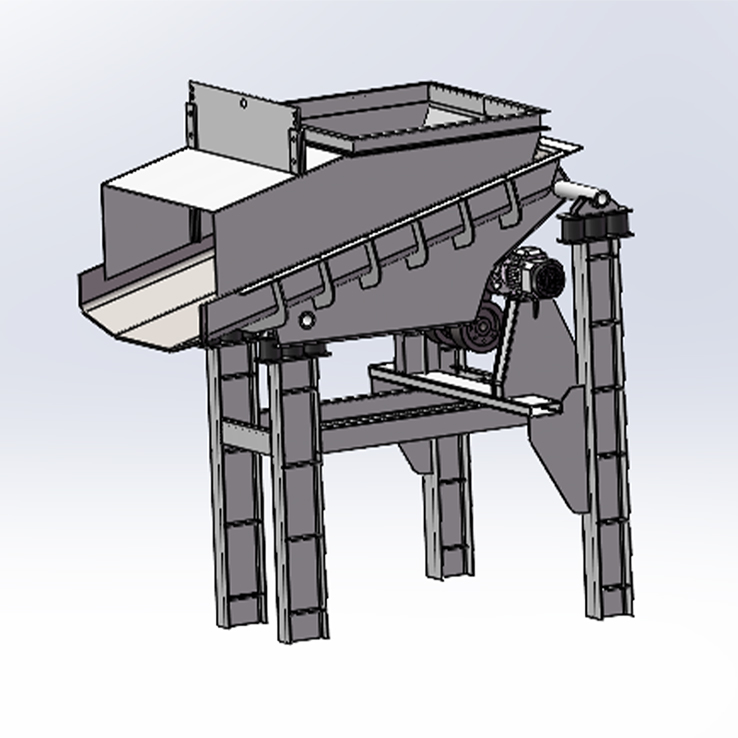 Вибрационный кормораздатчик
Вибрационный кормораздатчик -
 Обработка комплектующих по чертежам
Обработка комплектующих по чертежам -
 Спиральный конвейер
Спиральный конвейер -
 Подъемник
Подъемник -
 Линии конвейеров различных серий (разных спецификаций)
Линии конвейеров различных серий (разных спецификаций) -
 Электрический тройник
Электрический тройник -
 Шиберный вентиляционный клапан
Шиберный вентиляционный клапан -
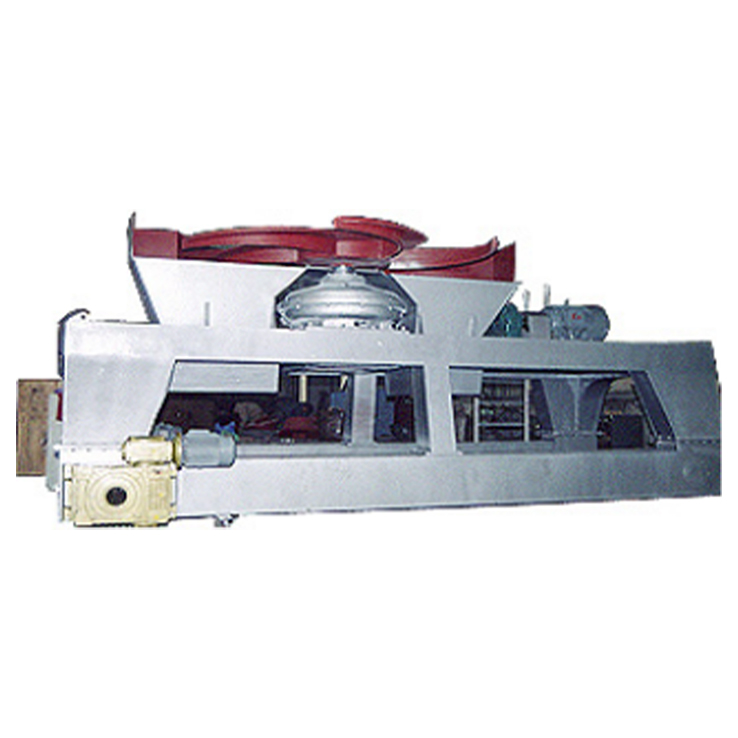 Колесная кормушка для угля
Колесная кормушка для угля -
 Дробилка для шлака
Дробилка для шлака -
 Система удаления пыли при транспортировке шлака
Система удаления пыли при транспортировке шлака -
 Машина для сыпучей загрузки сухого шлака
Машина для сыпучей загрузки сухого шлака
Связанный поиск
Связанный поиск- Отличная дробилка угля для автоматического угольного котла
- Круглые регулирующие клапаны oem 100
- Знаменитый красноярск дробилка угля
- Купить мини дробилку для угля
- Поставщики аренды грейфера
- Щековая дробилка угля в китае
- Завод вспомогательного оборудования для системы транспортировки золы
- Поставщики круглых клапанов
- Oem желобчатый ленточный конвейер
- Производители двухвальных смесителей





