Купить ленточный конвейер для сыпучих материалов: как выбрать надежного производителя?
2026-02-24
Ищешь конвейер для песка, щебня или зерна? Первое, что приходит в голову — найти того, кто сделает подешевле и побыстрее. Вот тут многие и спотыкаются. Сам через это проходил: купил у ?быстрого? поставщика, а через полгода барабаны начали клинить, лента пошла волной. Оказалось, каркас роликов был из обычной стали, не оцинкованной, и в сыром цеху его просто повело. С тех пор понял: выбор производителя — это не про ценник в первую очередь. Это про то, сможешь ли ты спать спокойно, пока эта лента крутится на твоём объекте.
Не цена, а стоимость владения
Когда говорят ?купить ленточный конвейер?, многие сразу смотрят на цифру в коммерческом предложении. Ошибка. Надо смотреть на то, во что эта штука тебе встанет за пять лет. Я как-то взял очень бюджетный вариант для отгрузки угольной мелочи. Сэкономил на старте прилично. Но уже на второй год начались постоянные замены роликов, потому что подшипники были негерметичные, туда набивалась пыль и абразив. Плюс простой линии, плюс зарплата ремонтникам. За три года ?доплатил? вдвое сверх первоначальной экономии. Теперь всегда считаю полный цикл: цена покупки + монтаж + энергопотребление + плановое ТО + возможный ремонт. И вот здесь часто выходит, что дорогой, но качественный агрегат от проверенного завода в итоге дешевле.
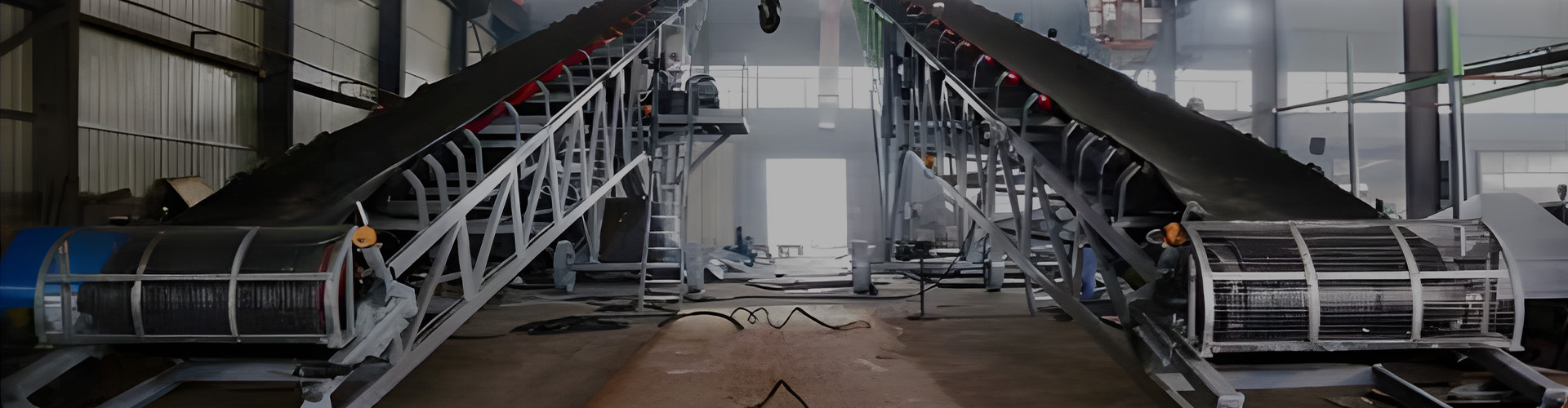
Кстати, о заводах. Мне импонирует, когда у компании есть своя производственная площадка, а не просто сборка из купленных узлов. Вот, например, смотрел как-то сайт ООО Вэньчжоу Хуада Энергетическое Металлургическое Оборудование (https://www.wzhd.ru). Видно, что это не торговый офис. В описании указано, что у них свой завод с 1997 года, цеха металлообработки и сборочный. Это важный сигнал. Значит, они могут контролировать процесс от стальной заготовки до отгрузки готового конвейера. И если что-то пойдёт не так, у них на месте и инженеры, и токаря, а не надо ждать месяц запчасть из третьей страны.
Что ещё входит в стоимость владения, кроме ремонта? Энергия. Казалось бы, мотор как мотор. Но нет. Один раз поставили конвейер с двигателем, который был подобран ?впритык? по мощности. Он постоянно работал на пределе, перегревался, и, конечно, кВтч он жрал заметно больше заявленного. Хороший производитель никогда так не сделает — он даст запас по мощности, предложит частотный преобразователь для плавного пуска и регулировки скорости. Это дороже в смете, но счёт за электричество потом меньше. И ресурс выше.
Что спросить у производителя, помимо прайса
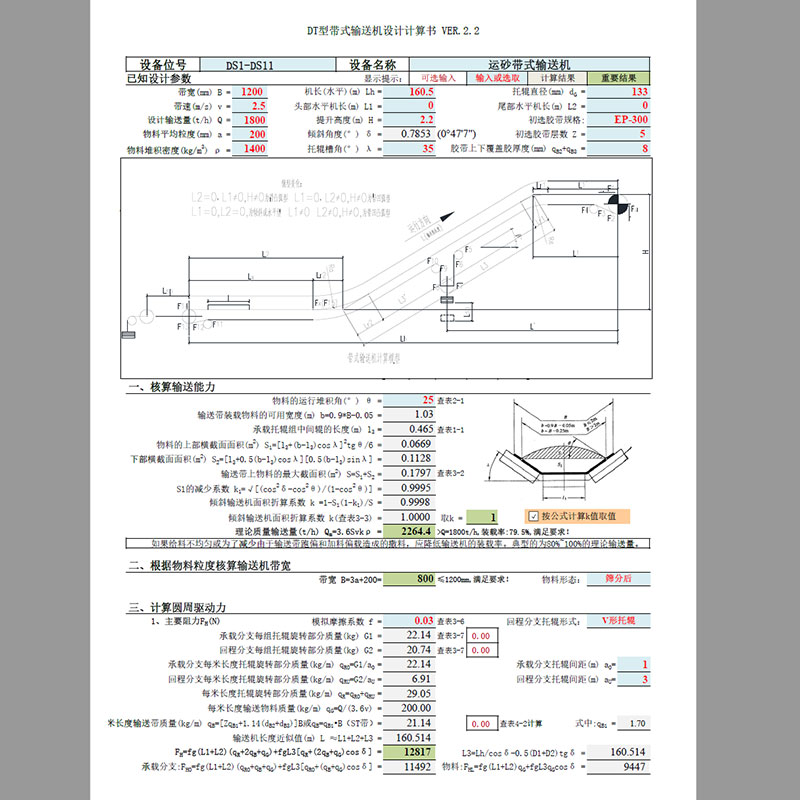
Когда общаешься с потенциальным поставщиком, забудь про стандартный список вопросов из интернета. Спроси о том, что реально болит. Первое: ?А какой именно стальной прокат вы используете для несущей рамы? Какая марка, какой толщины?? Если в ответ слышишь что-то невнятное про ?стандартную? или ?качественную? сталь — это плохой знак. Хороший инженер скажет: ?Для вашего случая, для длины 50 метров и нагрузки в 100 тонн/час, мы закладываем швеллер 14-й марки из стали Ст3?. Это конкретика.
Второе: ?Покажите расчёт натяжения ленты и подбора роликоопор?. Если его нет, или его делают ?на глазок?, будь готов к пробегам ленты. Я видел ситуацию, где на длинном конвейере (около 120 метров) ролики поставили с одинаковым шагом по всей длине. В зоне загрузки, где идёт удар и высокая абразивная нагрузка, их нужно ставить в два раза чаще! Не сделали. Итог — лента быстро износилась в одном месте, ролики погнулись. Пришлось переделывать участок.
Третье, и очень важное: ?У вас есть монтажная бригада, и дадите ли вы контакты трёх клиентов, у которых стоит ваше оборудование, чтобы я мог с ними поговорить?? Первое — гарантия, что сборку не будут делать шабашники, которых ты потом не найдёшь. Второе — живая обратная связь. Я всегда звоню. И не спрашиваю ?Вам нравится??. Спрашиваю: ?Что ломалось за последний год? Как реагировала служба поддержки? Были ли проблемы с обвязкой воротников барабанов??. Ответы бывают очень показательными.
Детали, на которых ?горят?
Часто все смотрят на мотор, редуктор, саму конвейерную ленту. Это правильно. Но надёжность всей системы определяют как раз мелочи, о которых в каталогах не пишут. Например, узлы пересыпа. Место, где материал переходит с одного конвейера на другой или попадает в бункер. Если конструкция не продумана, там будет адская пыль, износ в разы выше и постоянные заторы. Хороший производитель предложит проверенное решение: правильные углы, может быть, абразивостойкую футеровку, герметичные кожухи. Спросите об этом отдельно.
Или взять очистители ленты (скребки). Ставят часто дешёвые резиновые, которые через месяц стираются и перестают работать. Налипший материал летит на обратную ветвь, забивает ролики, всё осыпается вниз. Нужно смотреть, что предлагают. Есть же полиуретановые, пружинные системы с автоматическим поджатием. Это копейки в стоимости всего конвейера, но экономия на уборке и ремонте — огромная.
Ещё один пункт — защита от схода ленты. Бывает такое, особенно на длинных или наклонных трассах. Если нет нормальных датчиков схода и своевременного отключения, лента может порваться или, того хуже, повредить конструкцию. Надежный производитель это предусматривает по умолчанию, ставит ролики с ограничительными бортами и датчики. А ?гаражные? сборщики могут ?забыть?, чтобы удешевить предложение.
Опыт под конкретный материал
Ленточный конвейер для сыпучих материалов — это общее название. Но щебень, цемент, зерно и угольная пыль — это совершенно разные истории. Зерно, например, лёгкое, но абразивное и требует особой чистоты. Тут важны гладкие ленты с хорошей герметизацией жёлобов, чтобы не было потерь. А для цемента или извести — ключевая задача — борьба с пылью. Нужны не просто кожуха, а система аспирации, специальные уплотнения в местах пересыпа. Если производитель говорит ?у нас универсальное решение для любых сыпучих?, это должно насторожить. Он либо лукавит, либо не понимает специфики.
У меня был проект с транспортировкой влажного песка. Казалось бы, что сложного. Оказалось, он очень липкий. Стандартный угол наклона конвейера он просто не брал — ссыпался назад. Пришлось уменьшать угол и увеличивать скорость. Хорошо, что работали с заводом, который быстро отреагировал и пересчитал параметры до производства. Универсальный вариант с рынка тут бы не сработал.
Поэтому сейчас я всегда начинаю с ТЗ, где максимально подробно расписываю материал: не просто ?сыпучий?, а ?фракция 5-20 мм, насыпная плотность 1.4 т/м3, влажность до 8%, температура до 50°C, абразивность высокая?. Это отсекает тех, кто не готов вникать. Те, кто готов, сразу зададут уточняющие вопросы по типу ленты (например, с шевронными ребрами для большего угла) и конструкции желобов.
Логистика, монтаж и ?после?
Допустим, производитель выбран, контракт подписан. Тут начинается второй этап, где тоже можно наступить на грабли. Доставка. Крупногабаритный ленточный конвейер часто везут модулями. Важно, чтобы на заводе предусмотрели правильную разборку: чтобы стыковочные узлы были удобны для монтажа, все отверстия совпадали, а ответственные части были защищены от деформации при перевозке. Был случай, когда раму привезли, а отверстия под болты не совпадали на сантиметр. Пришлось на месте газом резать и доваривать. Потеряли неделю.
Монтаж. Лучший вариант — когда его ведут специалисты завода-изготовителя. Они знают все нюансы своей конструкции. Как, например, та же компания ООО Вэньчжоу Хуада упоминает у себя на сайте инженерно-монтажную команду. Это не просто ?слесари?, а люди, которые собирают именно их оборудование. Они выставят все валы по уровню, правильно натянут ленту, отрегулируют очистители. Это гарантия, что оборудование выйдет на паспортные параметры сразу.
И самое главное — ?после?. Гарантия — это не просто бумажка. Это наличие сервисной службы и склада расходников. Узнайте заранее, есть ли у поставщика на территории России (или вашей страны) склад с роликами, барабанами, скребками. Сколько ждать подшипник для привода — неделю или три месяца? Готовы ли их инженеры выехать на пусконаладку или консультацию? Вот это и есть настоящая надежность. Когда ты знаешь, что после того как ты купил ленточный конвейер, тебя не бросили, а остались на связи для решения любых вопросов.
Итог: на что смотреть в итоге
Так как же выбрать? Не ищите просто продавца. Ищите партнёра, который будет нести ответственность за свою работу. Обращайте внимание на глубину проработки вашего ТЗ, на готовность говорить на языке деталей и расчётов, а не маркетинговых фраз. Смотрите на производственные мощности, как у того же ООО Вэньчжоу Хуада, где есть и технологический отдел, и свои цеха — это даёт контроль над качеством.
Просите реальные примеры, звоните клиентам. Оценивайте комплексно: оборудование + инжиниринг + монтаж + сервис. И помните, что самая низкая цена часто означает, что где-то сэкономили на стали, на подшипниках, на инженерной работе. А расплачиваться за эту экономию придётся вам, уже на своём объекте, деньгами на ремонт и нервами от простоев.
В общем, доверяйте тем, кто говорит с вами как инженер с инженером, кто не боится сложных вопросов и кто видит в вас не разовую сделку, а долгосрочные отношения. Именно такой подход в итоге и определяет надежного производителя конвейерного оборудования. Удачи в поиске.


Пожалуйста, оставьте нам сообщение
-


-



WeChat
