Знаменитая обработка металлургического оборудования
Обработка металлургического оборудования... Слово звучит солидно, даже как-то мистически. Часто встречаю мнение, что это просто огромные станки и мощные фрезы, способные справиться с любым заказом. И это, конечно, часть правды. Но дело ведь не только в мощности. Реальность, как обычно, куда сложнее. Опыт работы в этой сфере научил меня, что за 'знаменитой' обработкой скрывается целый комплекс задач – от точного позиционирования до контроля качества, от сложных технологических маршрутов до использования специализированных материалов и режимов резания. Нельзя просто взять станок и начать пилить. Любая ошибка на этапе проектирования или подготовки может привести к колоссальным финансовым потерям и серьезным проблемам в производстве.
Проблемы с точностью и геометриями
Одно из самых распространенных препятствий – это, безусловно, точность. Металлургическое оборудование часто имеет очень высокие требования к геометрическим размерам и допускам. Это особенно актуально для деталей, которые являются критически важными для работы всей системы – например, компоненты доменных печей, мельниц или конвертеров. Мы сталкивались с ситуацией, когда заказчик требовал обработки деталей с допусками в микроразмерах. И даже небольшая погрешность в 10-20 микрон могла привести к серьезным проблемам с приводом в действие, неправильной работой датчиков или даже поломке. Здесь уже не просто вопрос выбора фрезы или скорости резания, а вопрос подбора оптимального режима обработки, специальной смазочно-охлаждающей жидкости и использования прецизионного оборудования.
Как мы решаем эту проблему? Во-первых, это тщательное проектирование технологического маршрута. Используем современные системы CAM, чтобы максимально точно спроектировать траектории инструмента и минимизировать количество переходов. Во-вторых, очень важно правильно подобрать инструмент. Спрашивается, какой именно инструмент лучше подойдет для этого варианта, учитывая его прочность и устойчивость к высоким температурам и абразивным средам. В-третьих, контроль качества на каждом этапе обработки – обязательное условие. Используем различные методы контроля, такие как координатно-измерительные машины (КИМ), профилометры, оптические системы контроля. И, конечно, необходимы опытные операторы, которые умеют работать с оборудованием и контролировать процесс обработки.
Особенности обработки жаропрочных материалов
Работа с жаропрочными металлами и сплавами – это отдельная история. Они обладают уникальными свойствами, которые требуют специального подхода к обработке. Во-первых, они очень твердые и хрупкие, поэтому при обработке необходимо использовать специальные инструменты с твердосплавными или карбидными победитовыми напайками. Во-вторых, они склонны к термическим деформациям, поэтому необходимо тщательно контролировать температуру обработки и избегать резких перепадов. В-третьих, они очень устойчивы к коррозии, поэтому необходимо использовать специальные смазочно-охлаждающие жидкости, которые не содержат агрессивных компонентов.
ООО Вэньчжоу Хуада Энергетическое Металлургическое Оборудование имеет богатый опыт в обработке жаропрочных материалов. У нас есть современное оборудование, которое позволяет обрабатывать даже самые сложные детали из таких сплавов, как инконель, хастеллой, вольфрам и молибден. Мы используем различные методы обработки, такие как токарная обработка, фрезерная обработка, сверление, точение на станках с ЧПУ. И, конечно, мы всегда консультируем заказчиков по выбору оптимального технологического маршрута и режимов обработки.
Сборка и монтаж – критический этап
Часто, после обработки отдельных деталей, начинается этап сборки и монтажа. Это тоже нетривиальная задача, особенно если речь идет о больших и сложных узлах. Необходимо обеспечить точное позиционирование всех деталей, соблюдение допустимых зазоров и углов, а также правильную фиксацию элементов. Мы используем различные методы сборки, такие как сварка, болтовые соединения, клепание и пресс-фиксация.
Сварка, конечно, важная часть, но требует высокой квалификации сварщика и строгого контроля качества сварных швов. Нельзя допускать наличие трещин, пористости или других дефектов. Для обеспечения надежности и долговечности узла необходимо использовать специальные сварочные материалы и режимы сварки. Мы используем различные методы контроля качества сварных швов, такие как визуальный контроль, ультразвуковой контроль, рентгенографический контроль. ООО Вэньчжоу Хуада Энергетическое Металлургическое Оборудование располагает современным сварочным оборудованием и квалифицированным персоналом, что позволяет нам выполнять сварочные работы на самом высоком уровне. Недавно мы успешно реализовали проект по сборке и монтажу турбогенератора, где точность сборки была критически важна для нормальной работы всего оборудования.
Вызовы, связанные с соблюдением нормативных требований
Современные нормативные требования в области машиностроения постоянно меняются. Соблюдение этих требований – важная часть работы по обработке металлургического оборудования. Это касается не только безопасности, но и экологической ответственности. Вопросы, касающиеся отходов металлообработки, и их утилизации требуют постоянного внимания и соответствия современным стандартам.
Перспективы и новые технологии
В будущем нас ждет дальнейшее развитие технологий обработки металлургического оборудования. Это касается, в первую очередь, автоматизации и роботизации процессов, а также использования новых материалов и методов обработки. Мы активно следим за новыми тенденциями в этой области и внедряем их в свою работу. Например, мы используем робототехнические комплексы для выполнения рутинных операций, таких как загрузка и выгрузка деталей, а также для контроля качества.
Новый уровень автоматизации, безусловно, необходим для повышения производительности и снижения затрат. Но важно помнить, что технология – это лишь инструмент. Главное – это квалификация персонала и грамотный подход к решению каждой конкретной задачи. ООО Вэньчжоу Хуада Энергетическое Металлургическое Оборудование стремится быть лидером в области обработки металлургического оборудования, предлагая своим клиентам высококачественные услуги и инновационные решения.
К сожалению, иногда случаются и неудачи. Недавно мы столкнулись с проблемой при обработке крупной детали из высокопрочного сплава. В результате неправильного подбора инструмента и режимов обработки, на детали появились дефекты, которые потребовали ее переработки. Это был дорогостоящий и времязатратный процесс, который мы постарались избежать в будущем, более тщательно проанализировав технологический маршрут и проведя дополнительные испытания.
Соответствующая продукция
Соответствующая продукция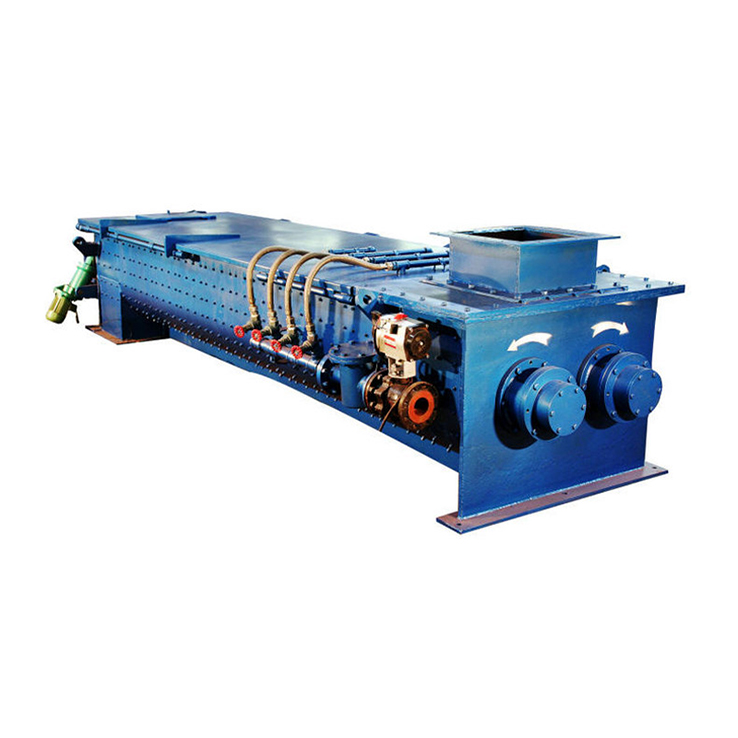







Самые продаваемые продукты
Самые продаваемые продукты-
 Угольный задвижной клапан
Угольный задвижной клапан -
 Система удаления пыли при транспортировке шлака
Система удаления пыли при транспортировке шлака -
 Электрический тройник
Электрический тройник -
 Спиральный конвейер
Спиральный конвейер -
 Машина для сыпучей загрузки сухого шлака
Машина для сыпучей загрузки сухого шлака -
 Ленточный конвейер
Ленточный конвейер -
 Машина для удаления шлака
Машина для удаления шлака -
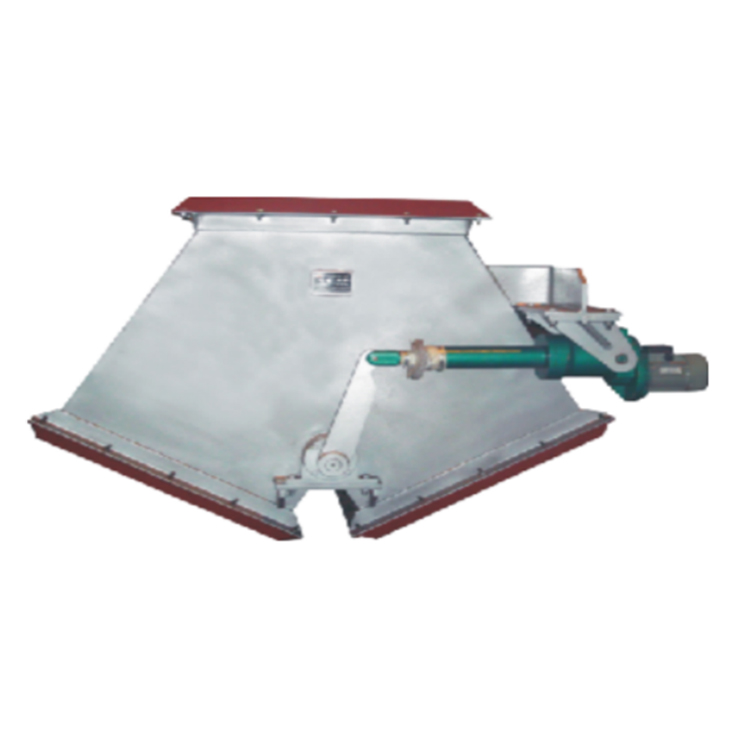
 Шиберный вентиляционный клапан
Шиберный вентиляционный клапан -
 Ротационный барабанный сепаратор
Ротационный барабанный сепаратор -
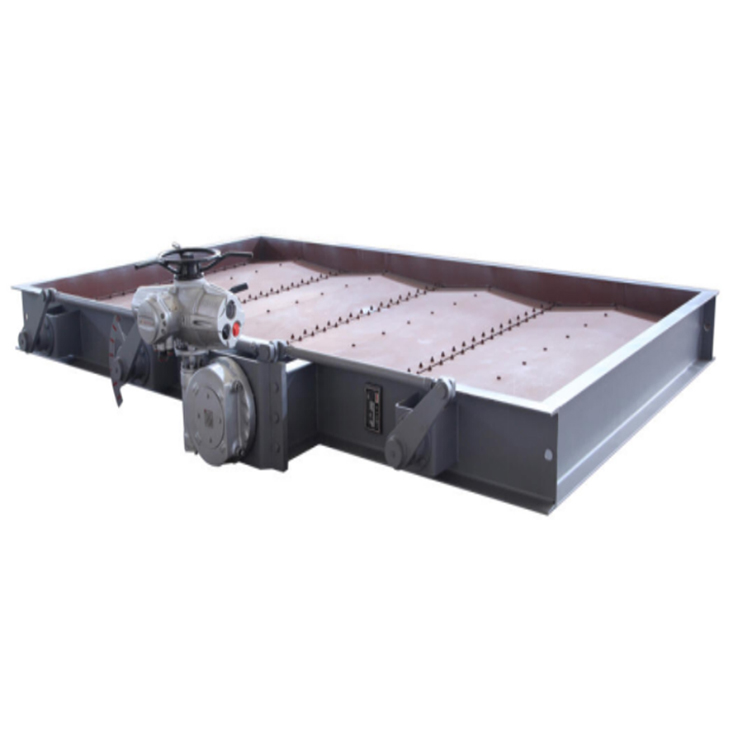 Прямоугольный вентиляционный клапан
Прямоугольный вентиляционный клапан -
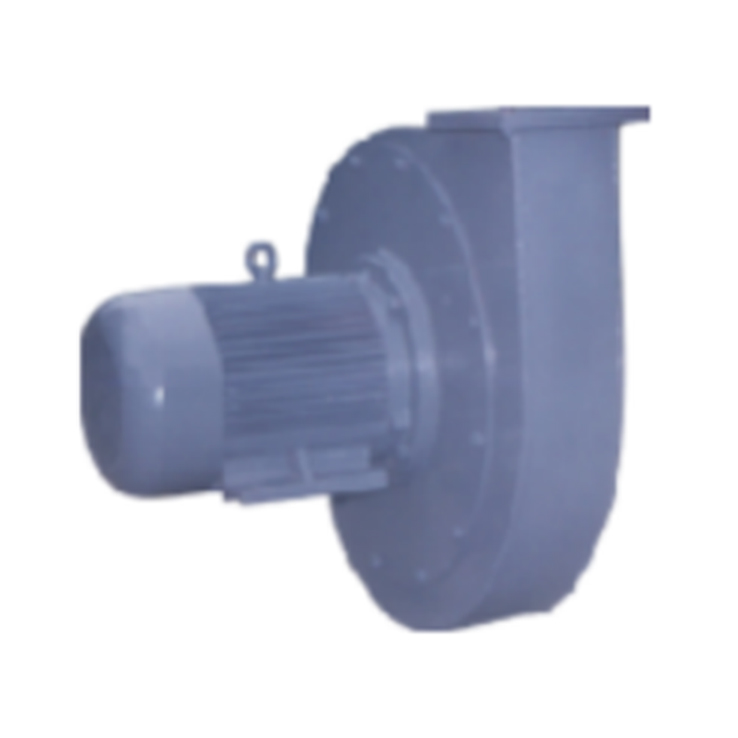 Износостойкий вентилятор для удаления пыли
Износостойкий вентилятор для удаления пыли -
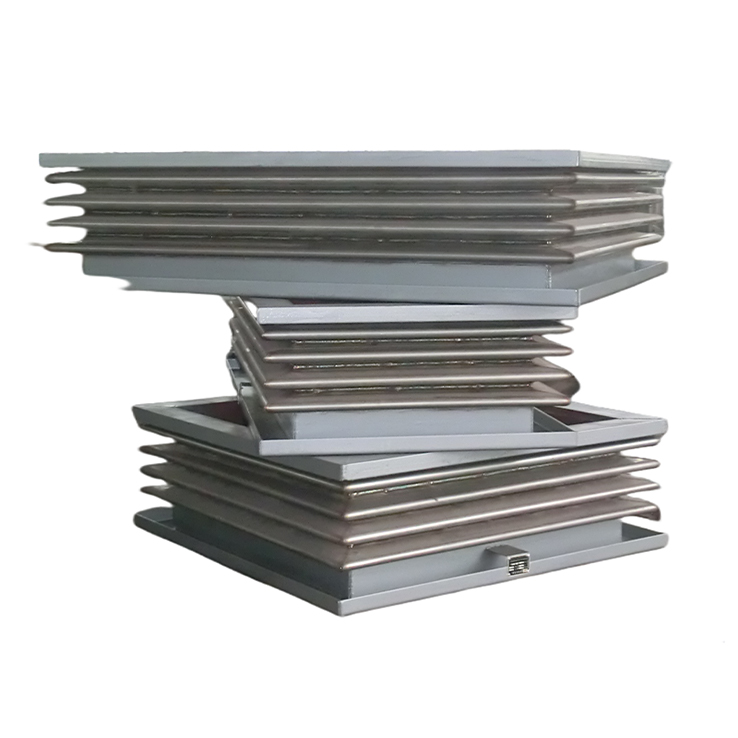 Компенсатор
Компенсатор
Связанный поиск
Связанный поиск- Ведущий покупатель моторизованных грейферов
- Ведущие страны-поставщики ленточных конвейеров из китая
- Бытовая дробилка для сжигания угля
- Ведущее вспомогательное оборудование для котлов
- Ведущие шнековые конвейеры
- Знаменитые круглые клапаны
- Купить многочелюстной гидравлический грейфер
- Шнековый конвейер okof
- Цена оборудования для дробления угля для автоматических котлов работающих на угле
- Ведущий покупатель шнековых и инерционных конвейеров





